支撑结构是临时结构,有助于加固 3D 物体,防止它们在打印过程中倒塌,并提高其整体强度和耐用性。具有悬垂的 3D 模型或与底板接触面积较小的元件在 3D 打印过程中需要支撑结构。具有精细特征或低密度区域的部件可能需要支撑结构以防止它们在 3D 打印过程中被损坏。但是,每种 3D 打印机和材料都有自己的支撑要求阈值;根据经验,垂直角度小于等于 50 度的零件不需要支撑。
当材料在半空中打印跨越两个或多个其他不相连的部分而下方没有打印层时,就会发生桥接。要成功桥接,材料必须能够保持其重量以及模型本身的重量。桥的最大长度取决于材料和 3D 打印机。超出该限制,除非在下面打印支撑结构,否则桥梁将下垂。 通过选择桥接性能更好的材料,您可以在不改变设计的情况下避免印刷支撑。
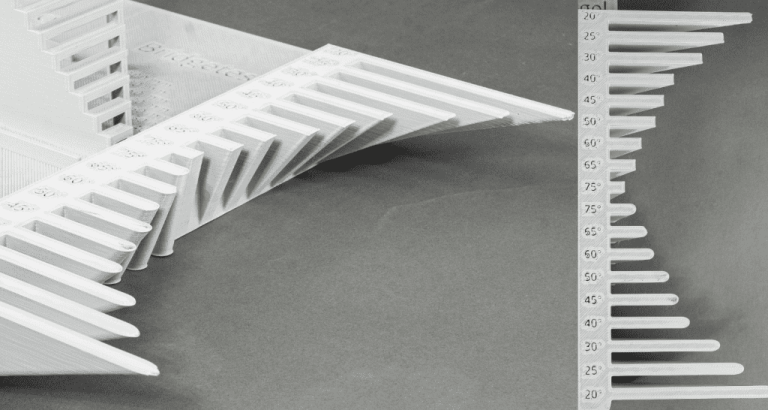
如下图所示,桥梁的质量越长越好。 换句话说,超过某个(材料、机器和几何形状相关的)阈值,桥梁就会下垂。 下图显示了一张测试打印图,展示了使用 PLA 灯丝使用 BigRep ONE 打印的各种桥长度。 在这里我们看到,当长度超过 50 毫米时,桥梁质量开始受到影响。此测试打印是对真实 3D 打印应用程序的简化,因此与此测试打印相比,您的 3D 打印可能需要更短的桥梁或支撑结构。
6. 方向
零件方向是在切片期间确定的设置,但在设计阶段考虑到此设置可以影响和改进您的零件设计。通过更改打印机构建体积内零件的方向,您可以提高零件强度、缩短打印时间、提高表面质量并避免 3D 打印支撑结构。 对于更坚固的部件,打印的方向应使打印层垂直于将施加到部件的力的方向。 这是因为层间粘合(每一层接触下一层)是印刷品中最薄弱的部分。 通过将层垂直于打印部件必须承受的力,它会更不易断裂。
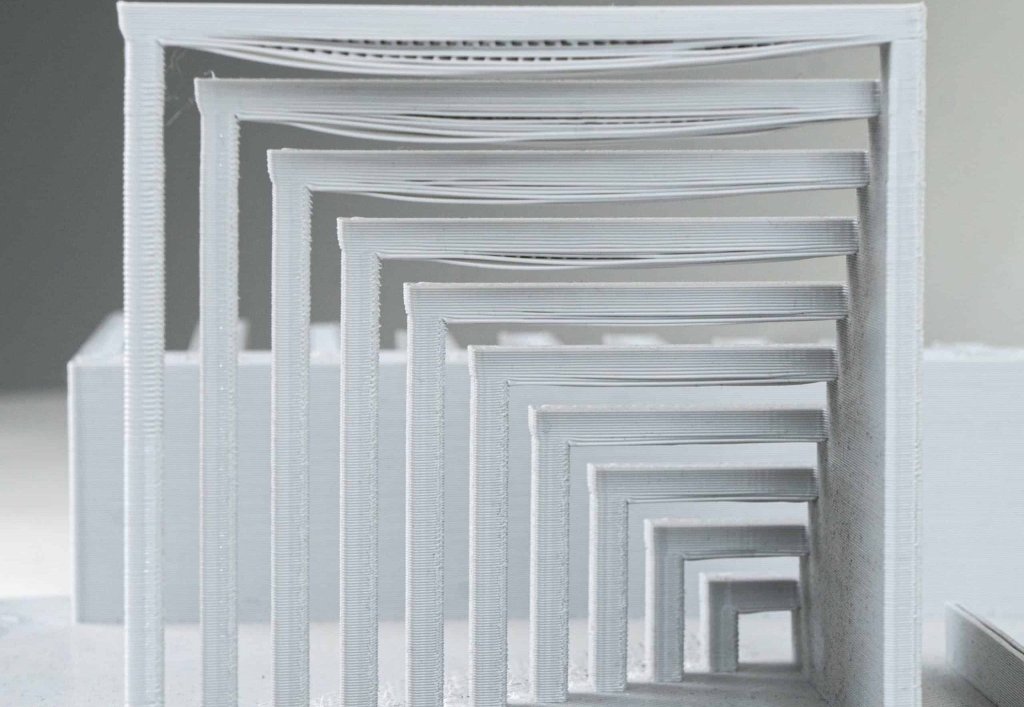
表面质量在两个方面受到零件方向的负面影响:支撑结构和阶梯效应。 支撑结构会影响 3D 打印的表面质量,表面质量可能会显得更粗糙、更不规则,并且可能会在去除支撑的过程中损坏。 当打印层创建的脊在 3D 打印件上更加明显时,就会出现阶梯效应,如右图所示。 这可以通过几种方式减少,使打印表面看起来更光滑。 首先,可以降低层高,但这会增加打印时间。 其次,可以对零件进行定向,使各层垂直于 3D 打印件的表面构建。 如果特定表面更光滑很重要,则打印的方向应使表面尽可能垂直(相对于打印床)。
7.公差
在增材制造中,公差衡量与原始 3D 模型的可接受或预期的偏差量。 换句话说,它是 3D 打印与数字模型的接近程度。在设计 3D 打印零件时必须考虑公差,因为构建过程可能会引入误差。
如果支撑结构在去除支撑后留下过于粗糙或扭曲的打印表面,则会影响公差。 理解公差是必不可少的,因为它们决定了零件的配合程度和功能是否符合预期。 例如,松散的公差可能会导致 3D 打印部件在安装到另一个结构中时松动和摇晃,而紧的公差可能会导致部件难以组装或产生过度磨损。
3D 打印可实现的公差取决于 3D 打印机本身、其组件和所用材料的精度。 当 3D 打印机未正确校准或在打印过程中振动太大时,准确的公差可能会受到负面影响。 公差也由喷嘴直径和层高决定。 0.6 毫米喷嘴将能够实现比 2 毫米喷嘴更小的公差。 层高越高,表面分辨率越粗糙,这也会影响 3D 打印部件的可实现公差。
8.填充
Infill 是一种 3D 打印的内部结构,通常是格子图案,用于填充 3D 打印的内部空腔。 填充物的类型和密度在切片中确定,但在最初设计零件时了解需要什么填充物可能很有用。
填充有两个功能:它增加了零件的强度,并且是支撑某些几何形状的顶层所必需的。 填充可以是各种图案,如网格、三角形或螺旋形,其密度由 0-100% 的空白空间与实体空间的切片设置决定。 使用 0% 填充,零件会更轻,打印速度更快,但零件会更弱。 实际上从来没有必要使用 100% 填充进行打印,因为填充增加的零件强化效果在超过一定百分比时通常可以忽略不计。 填充的第二个功能是支撑顶层,这是一个取决于零件几何形状的因素。 如果顶部区域小于通过桥接可以达到的距离,则可能不需要填充,除非零件强度是一个因素。 实际上,大多数 3D 打印都需要填充物来支撑顶层,而足够顶层所需的填充密度取决于顶层的数量、机器的能力和使用的材料。 如果 3D 打印只有一个顶层,打印的填充墙之间的空间可能会下垂,但如果有额外的层,最终的顶层可能会补偿并按预期显示。
正确的设置取决于您的项目要求。如果您正在 3D 打印低强度的对象,则可以使用较低的填充设置来节省时间。在为增材制造设计时,填充物应尽可能坚固,同时使用最少的材料。 这有助于减轻物体的重量和打印的总成本。
如果您的设计允许,您可以更改零件的几何形状以最大限度地减少填充需求或完全避免填充。 这可以带来更快的 3D 打印速度、更好的表面质量并减少材料使用。
测试和验证您的设计
遵循 DAM 原则后,可以在打印之前或之后评估您的设计是否成功。
DfAM 软件
面向制造的设计软件(如 DFM Pro)可验证是否遵循了增材制造的设计规则。该软件采用 3D 部件,识别可能的制造问题,并提出修复建议。可以应用自动修复。
有限元分析软件
FEA(有限元分析)软件可用于在打印前分析设计的机械特性。您可以使用 DfAM 指南、AI 和/或专用软件更改您的设计,以改进数字 3D 模型中的参数。
试印
假设您的 3D 打印机已校准且运行正常,您可以 3D 打印您的零件以评估您的设计是否成功并根据需要进行迭代。轻松打印测试、评估、重新设计和重新打印的能力是增材制造的一大优势。
增材制造设计的局限性
尽管增材制造设计有很多好处,但它对特定 3D 打印机、材料或 3D 打印应用程序可以实现的目标仍有一些限制。 虽然 DfAM 指南可以带来更好的 3D 打印效果,但它们无法克服零件整体固有设计缺陷。