高精度·自动·批量·快速三维测量
塑料制造商必须满足日益提高的质量标准。安装有缺陷的零件需要花费相当多的时间和精力,因此要避免这种情况。这就是为什么在设计制造模具形状时需要遵守质量标准,而不做出任何妥协。同时,开发者和模具制造商通常面临时间压力,因为上市时间是决定产品推出成功的决定性因素之一。
使用注塑成型工艺制造的塑料部件的质量取决于许多影响因素:包括注塑模本身、各种工艺参数到所使用的塑料类型。例如:收缩特性会影响注模部件的尺寸。而收缩特性会依赖于其他上述影响因素,所以无法对此进行非常准确的预测。注塑成型模具的质量不能通过简单的测量来进行评估。注塑模具是否能提供良好的效果只能通过检验所使用的制造部件来确定。
由于难以预测注塑模具工艺的质量,所以必须经常对模具进行多次重新加工,直到模制品符合质量标准。必须在每个校正环节中完全精确地测量组件,然后使用这些结果对模具进行在线修改。执行任何校正环节所面临的挑战是:
蔡司提供协调一致的解决方案,确保整个模具校正流程更有效率。首先使用蔡司METROTOM计算机断层扫描确定尺寸稳定性,它能完全采集组件的所有内部和外部结构。在标准流程中,组件会被切分处理并测量各个部分,而计算机断层扫描提供了重要的优势:
提供的信息量更大,因为能够采集到整个组件,而不仅仅是单个部分。这可以显著减少所需的校正环节的次数。蔡司的CT系统准确度高且可以追踪结果。
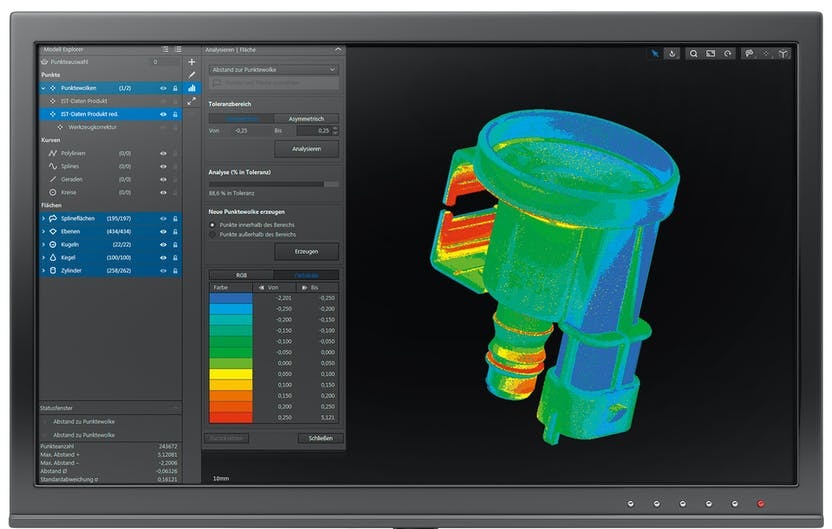
在蔡司逆向工程软件中,可以使用塑料组件的额定值以及利用METROTOM生成的实际数据来校正注塑成型模具的CAD模型。该软件校正模具数据集中有缺陷的组件段,并确保所选段恰好合适。蔡司逆向工程使用CT体积数据检测基础几何图形。然后合并数学计算出的表面以创建防水模型,这意味着理想的情况下,表面之间不存在间隙或重叠。使用蔡司逆向工程可以非常方便可靠地保证所规定的连续性条件。
由于蔡司METROTOM能快速有效地采集实际情况,逆向工程可以进行有效的模具校正,因此可以显著减少和缩短模具校正的反复环节,同时仍然符合高质量标准。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *