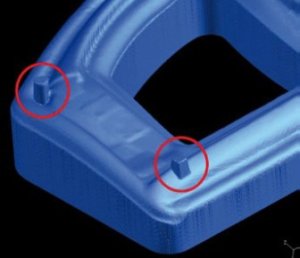
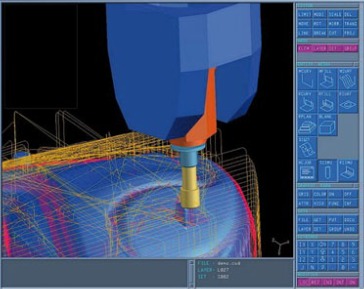
借助工业三维激光扫描仪 ATOS Q “背投影”的 pro line 功能,这些标记可以实时投影到零件上。然后,通常通过手动控制将其切断或铣削来去除铸造特定的修改。然后定义铣刀和毛坯的第一个接触点,让刀具在空中工作,同时小心地手动接近毛坯。从这个起点开始粗加工。由于切削深度不均匀且CAM软件无法预测,因此必须使用缓慢的进给速度,并进行人工监督和修正。
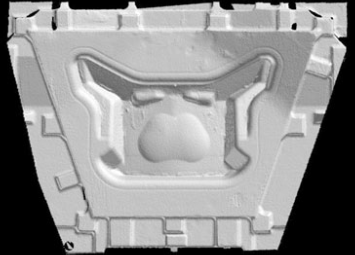
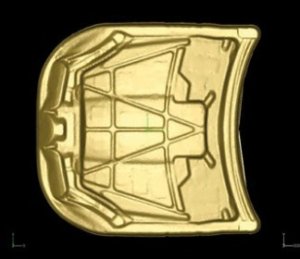
基于使用手动卡尺进行的测量,不可能对大而复杂的毛坯进行安全或优化的对齐。错误的对准甚至可能要求沉积焊接能够加工未来工具的所有相关表面。对于坯料的数字化,蔡司在三维扫描设备 ATOS 上增加了一个大的测量区域。对于大型铸造坯料的数字化,在坯料上应用标记。然后捕获中心视图。然后捕获额外的视图并自动传输到现有的扫描数据中。基于这种技术,最大尺寸为 5 x 3 米的坯料可以在一小时内进行数字化,同时保持要求的精度。