高精度·自动·批量·快速三维测量
模具寿命指在保证制件质量的前提下,所能成形出的制件数。它包括反复刃磨和更换易损件,直至模具的主要部分更换所成形的合格制件总数。一般来说,压铸模具的失效,不外乎下列四种:
本文将以两套造型几乎相同,但是加热配置设计不同的模具为例,从模具的破坏处反推可能的模具损害原因,再以铸造模拟制程软件 FLOW-3D 加以验证问题点。
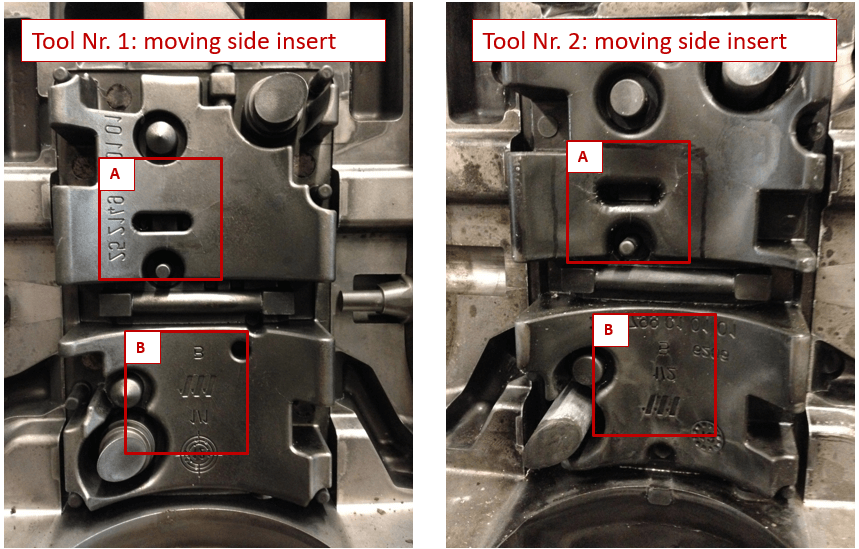
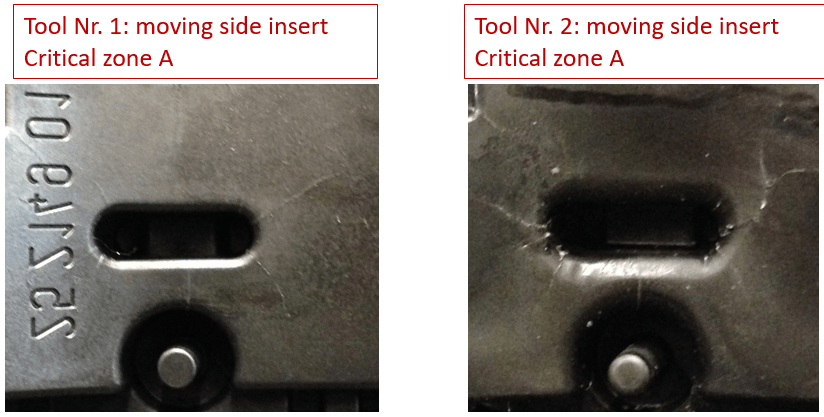
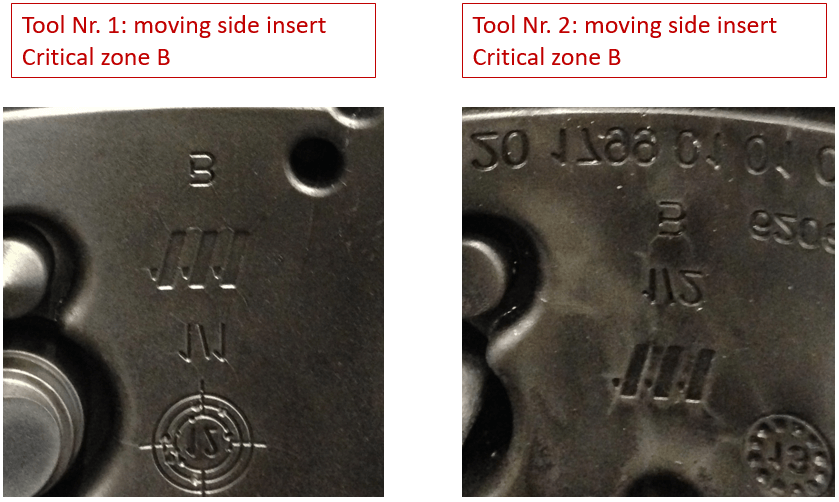
图一为两套造型类似的模具,在四万模次后发生了模具磨损的问题。图中A、B两处分别为模具上的两个滑块入子位置。图二为磨损状况放大图。
由于右侧模具(代号 Tool Nr.2)的磨损较左侧模具(代号 Tool Nr.1)相对严重许多,因此工程人员希望找出两者之间的差异原因,以作为日后模具设计修改的依据。
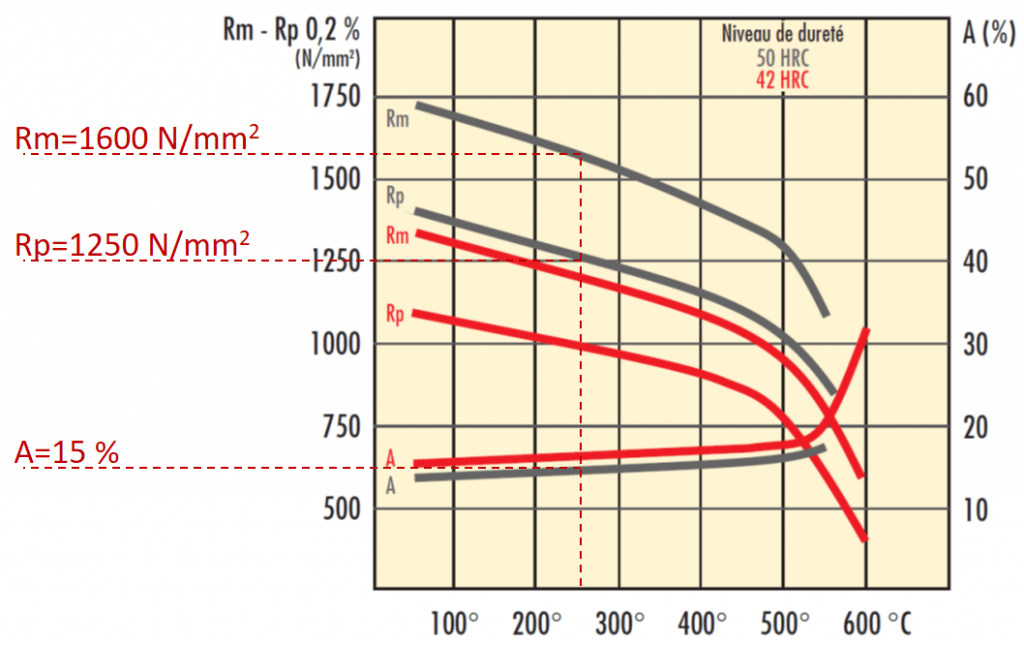
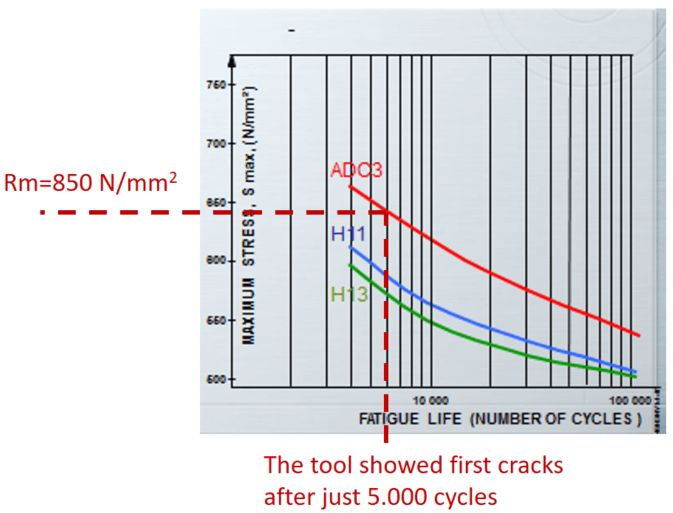
这两套模具材料均采用ADC-3,拉伸强度(Yield Strength)为1250 N/mm2,破坏强度为 1600 N/mm2。模具在 5000次成形时开始发生裂痕,疲劳破坏强度约为 850 N/mm2。
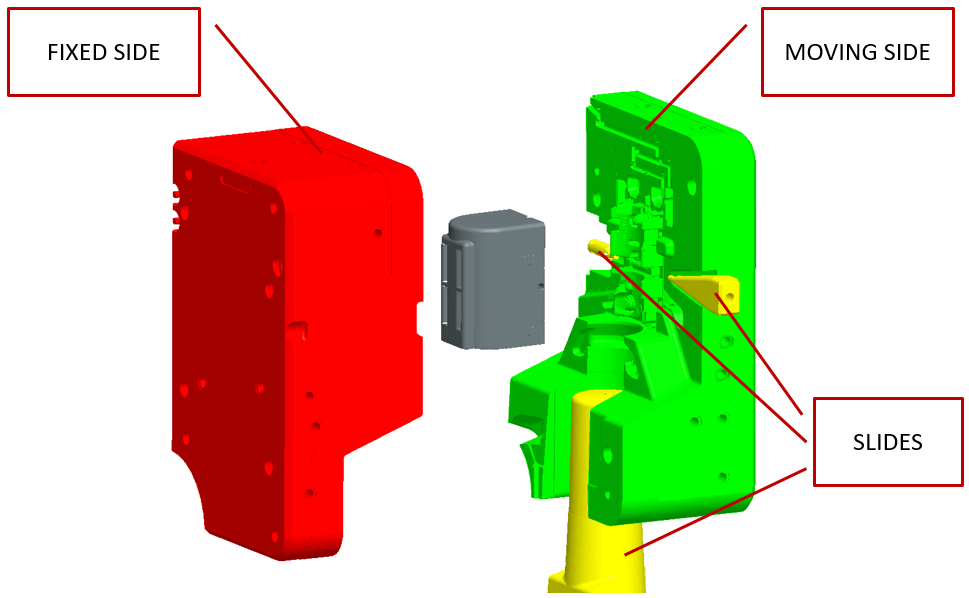
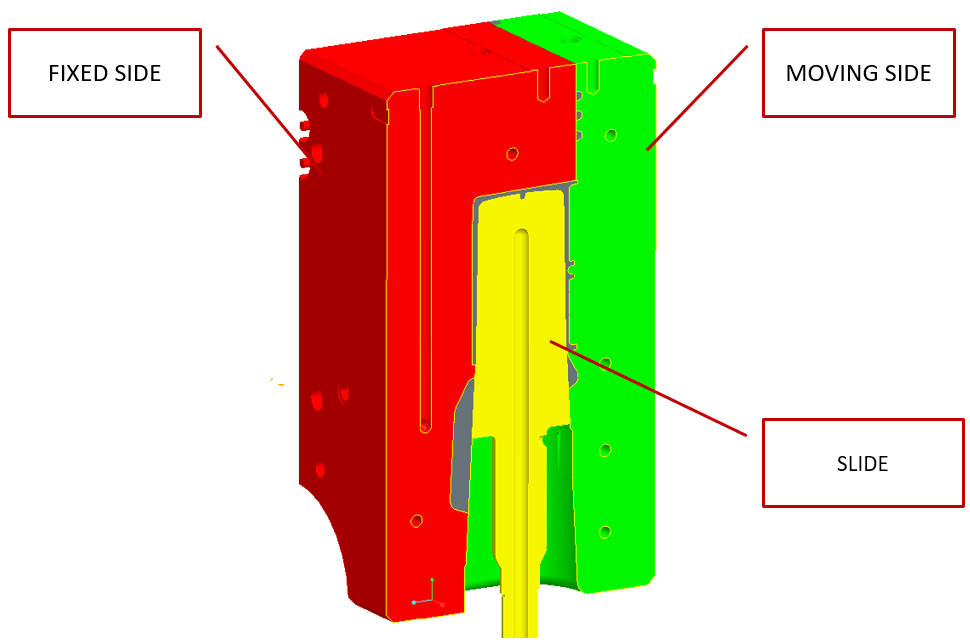
除了冷却设计之外,这两套模具的配置几乎完全相同。在模具的操作侧及反操作侧各有一组滑块外,在地侧也有一组滑块(共三组滑块)。
Fig4. 模具配置图
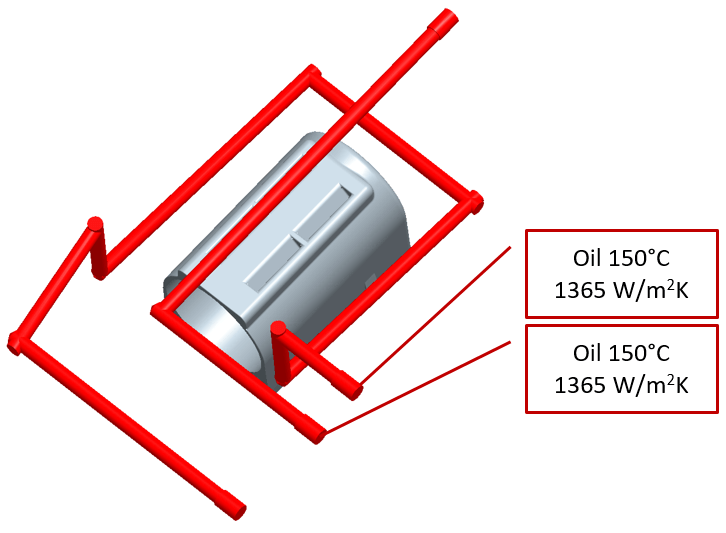
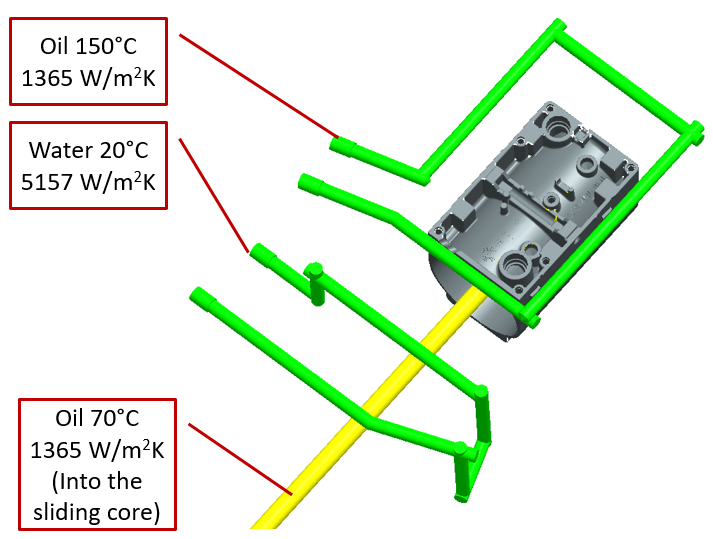
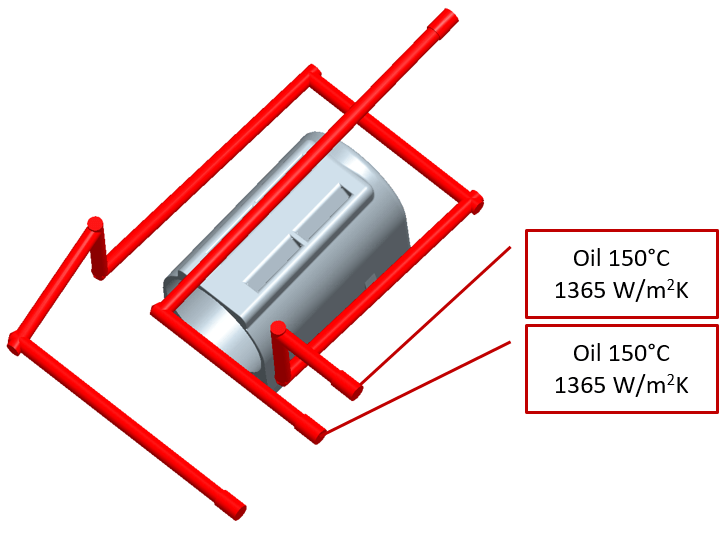
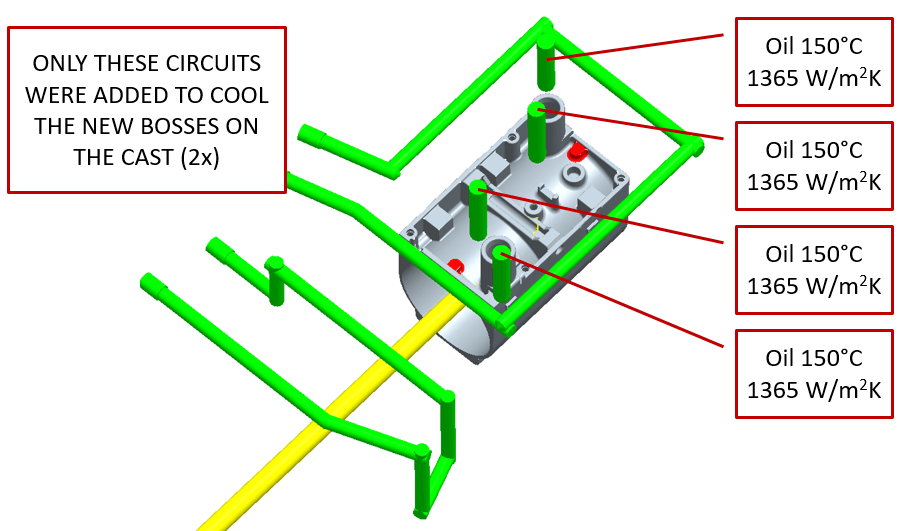
Tool Nr1 与 Tool Nr2 虽然模具配置类似,但是冷却管路的配置是不同的。相较于 Tool Nr1,Tool Nr2 因为造型多了两个凸块,因此在可动侧增额外增加了三只水路做局部冷却。
Fig5-1. Tool Nr1 冷却管路配置(左:固定侧, 右:可动侧)
Fig5-2. Tool Nr2 冷却管路配置(左:固定侧, 右:可动侧)
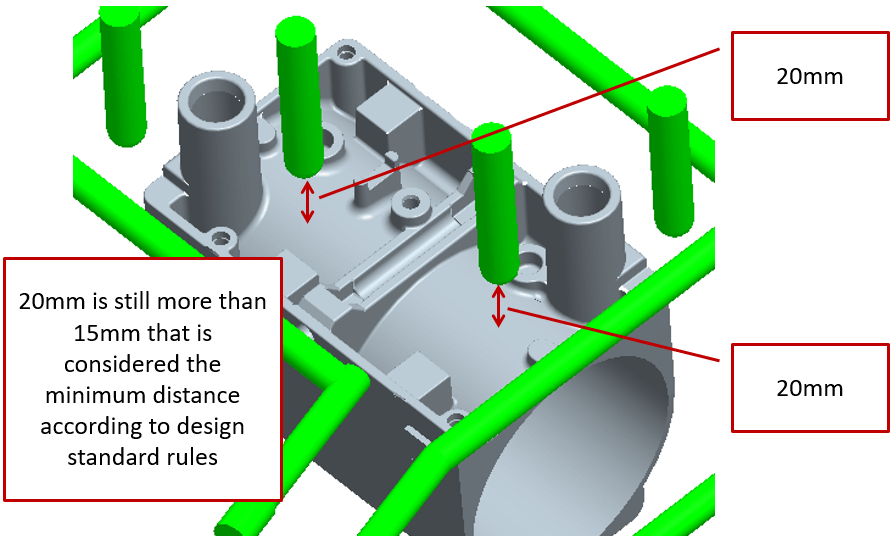
Tool Nr2额外增加的三个冷却管路与成品面距离为 20mm,比标准设计 (15mm)多了 5mm。
根据现场人员经验判断,发生裂痕的位置应该是模具材料承受过高的热应力。为了确认两组设计之热应力差异,本研究采用 FLOW-3D 进行模具热循环计算。希望知道在二十次循环后,两组模具的热应力分布差异。
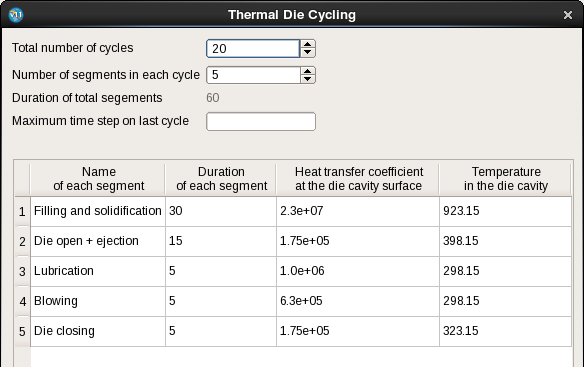
图7为FLOW-3D 之模具热循环 (Thermal Die Cycling)设定。相关参数由机台端取得。
整组设定网格采用 1.5mm大小的网格进行切割,网格总数量约为六百万。分析结果判读中,最重要的就是模具温度与模具承受热应力之分布。分析结果可单独输出指定成形次数后之模具温度分布与模具所承受之热应力分布。
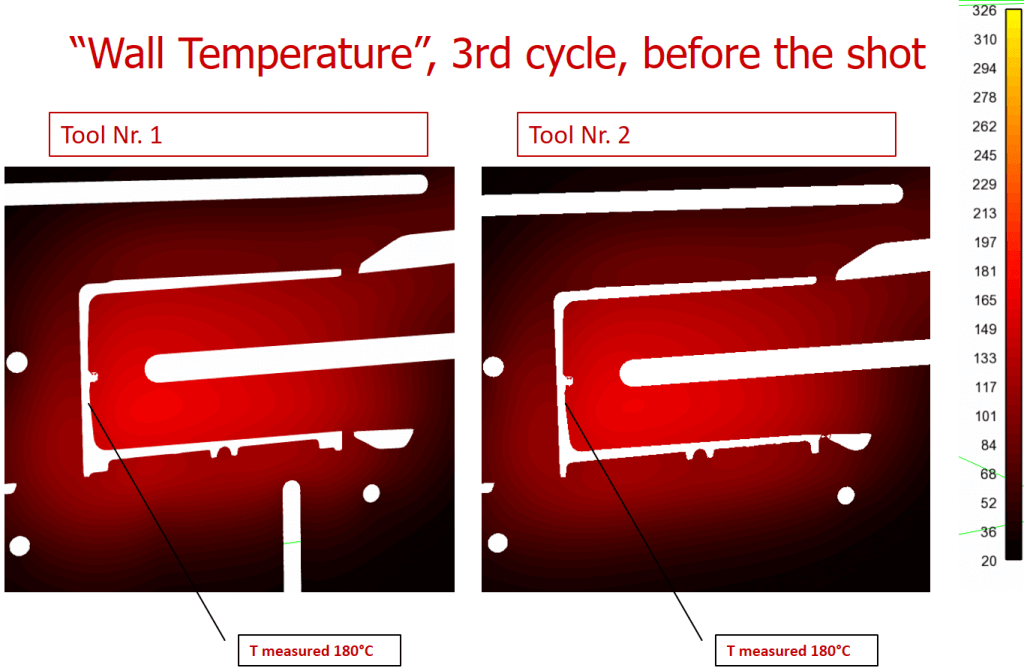
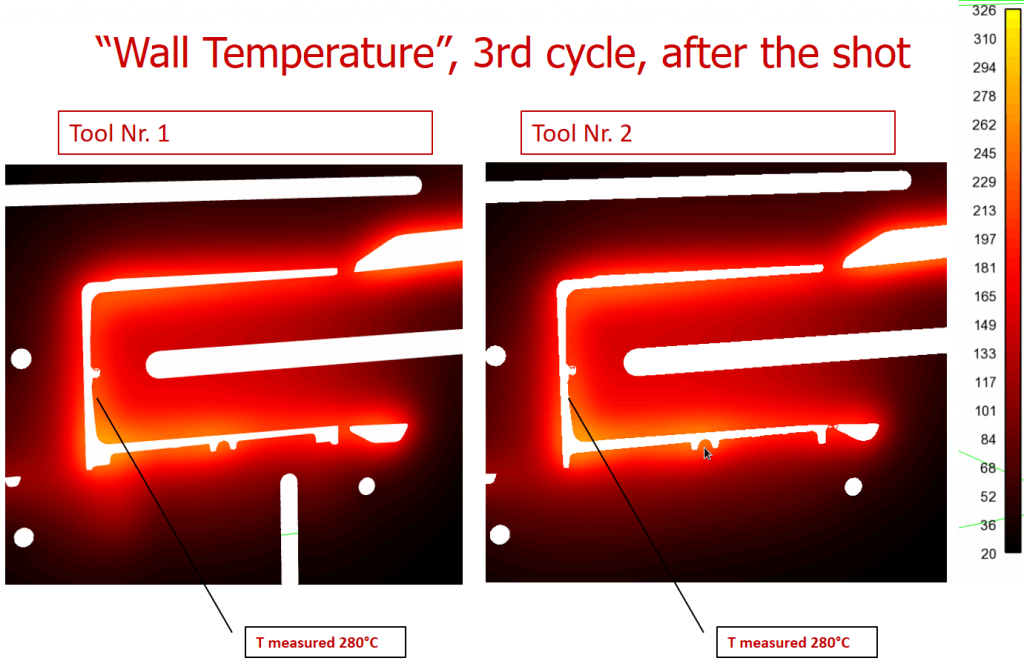
Fig8. 两组模具在第三次循环铸件成形前与成形后之温度分布差异
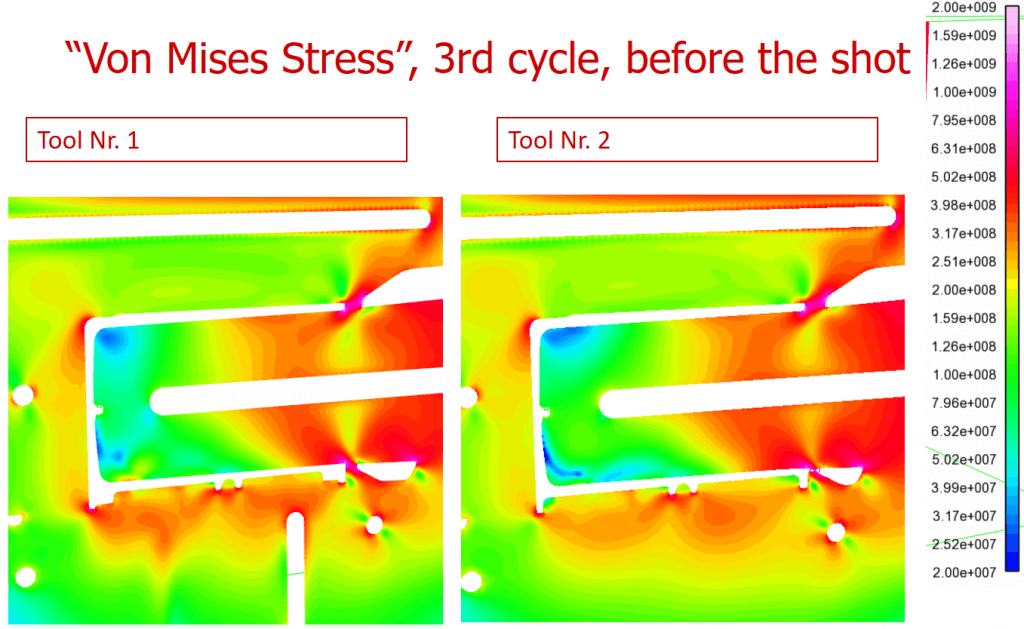
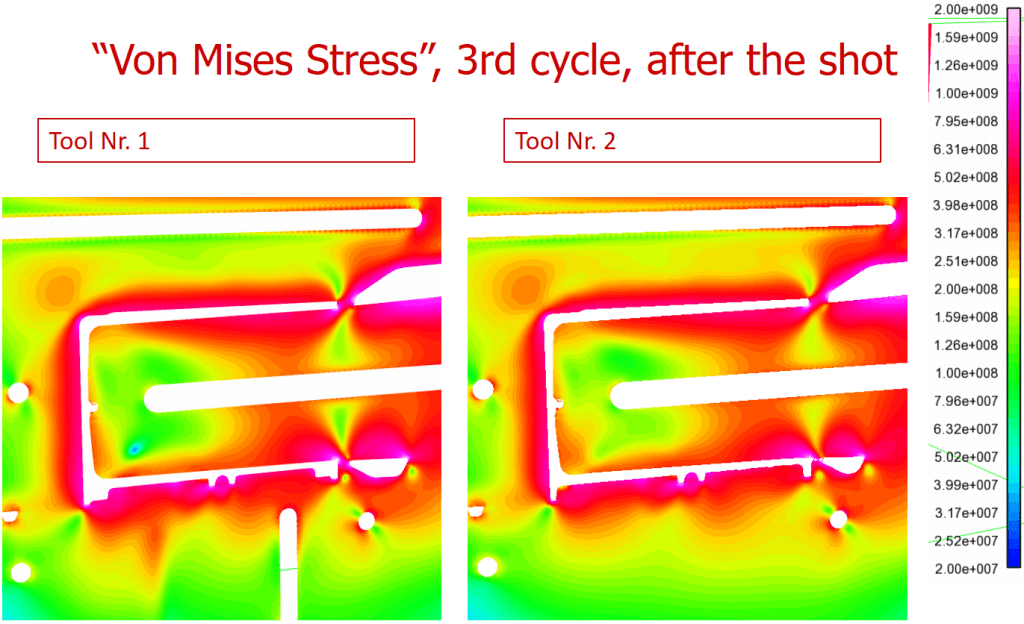
Fig9. 两组模具在第三次循环铸件成形前与成形后之热应力分布差异
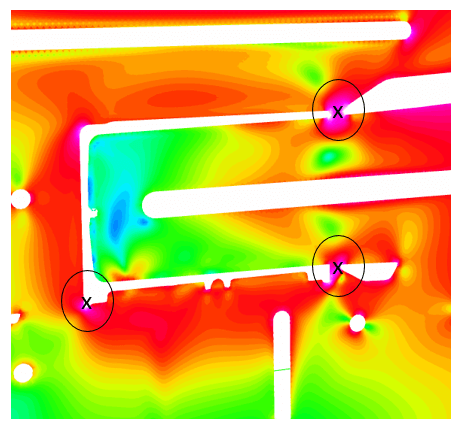
根据模具热循环结果,可发现两套模具在特定区域的热应力集中现象相当严重,而这也正是滑块与铸件接触位置。
而这两套模具中,Tool Nr2 在模具热应力集中位置之数值又比 Tool Nr1来得大,表示该位置热应力集中现象更加严重。
本研究确认以FLOW-3D可追踪热应力集中现象,在适当的网格加密以及数值模拟下,可猜测模具发生破坏的原因并且预测破坏位置。至于破坏数值的大小,则需要取得更多的实验数据协助判定。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *