高精度·自动·批量·快速三维测量
百分百高质保证,全自动生产管理——工业连接领域专家魏德米勒采用自动化和生产集成化光学三维坐标测量系统对生产环节进行把控。 GOM自动化光学三维扫描仪系统不仅为魏德米勒电极生产赋予更高的灵活性,更提供完整的三维测量结果。
若说硅谷是当今计算机产业的发源地,那么夹谷就是电子连接产业的发源地。在夹谷,市场前三大企业占据全球电子连接市场80%的份额。而这一终端技术中心不在美国,在德国,更确切地说,在Ostwestfalen-Lippe。这里坐落着电子连接领域的三大隐形巨头Phoenix- Contact,Wago, 魏德米勒。魏德米勒集团是塑料绝缘接线端子的发明者,总部位于德国代特莫尔德地区。这一基础性连接产品在如今的设备控制柜和系统创建器里是必不可少的存在。2017年,这家拥有4700名员工的庞大企业凭借该产品创造了7.4亿欧元的年收入,如今产品更是覆盖到整个工业电子连接领域。
端子始终是魏德米勒最重要的一条产品分支,每年都有广泛的电子连通设计产品被数以百万计地生产出来。接线端子,例如Weidmüller Klippon®Connect(见信息框)主要由塑料和导电金属元件组成。相应的注塑模具最少由两部分组成,它们采用硬化型钢通过电蚀刻机制成。
根据Klippon®Connect的通用范围,采用统一标准即可实现解决方案。这些包括带有内置直插弹片的PUSH IN直插式连接连接技术、连续交叉连接器、有效标记、每个接触点上标准化的检查和测试点,以及接线端子的平衡安装脚。
根据PUSH IN连接技术,将导体插入终端连接直至卡住,从而构成安全、气密的连接。与弹簧笼连接端相比,安装速度提升了50%。连接系统可适应重、细的绞合导体,线端套圈有或无均可。若要打开接触点,只需按下推进器,连接导体即可拆卸,无需特殊模具。
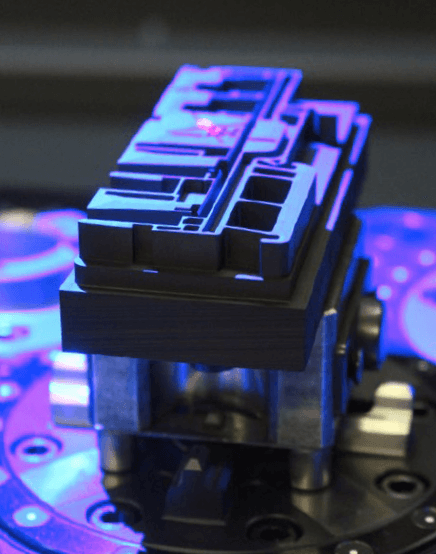
为做到这一点,首先从石墨中铣削电极。电极的尺寸范围在15×15毫米至200×200毫米之间。铣削后的电极类似端子,只是火花间隙尺寸不同,由此形成注塑模具的对应物。在火花间隙中,电流在电极和金属之间流动,以μ级精度蚀刻硬钢。“石墨中的深槽变成了钢上的梁,反过来也一样。”
魏德米勒机械加工模具组负责人Ralf Runte 解释道:“如果在这个过程中缺陷没有被发现,那么只有等到端子生产出来之后,问题才会浮出水面,而这时候我们已经投入了大量的时间和财力。虽然这种情况发生概率很低,但我们希望从根源上杜绝它。
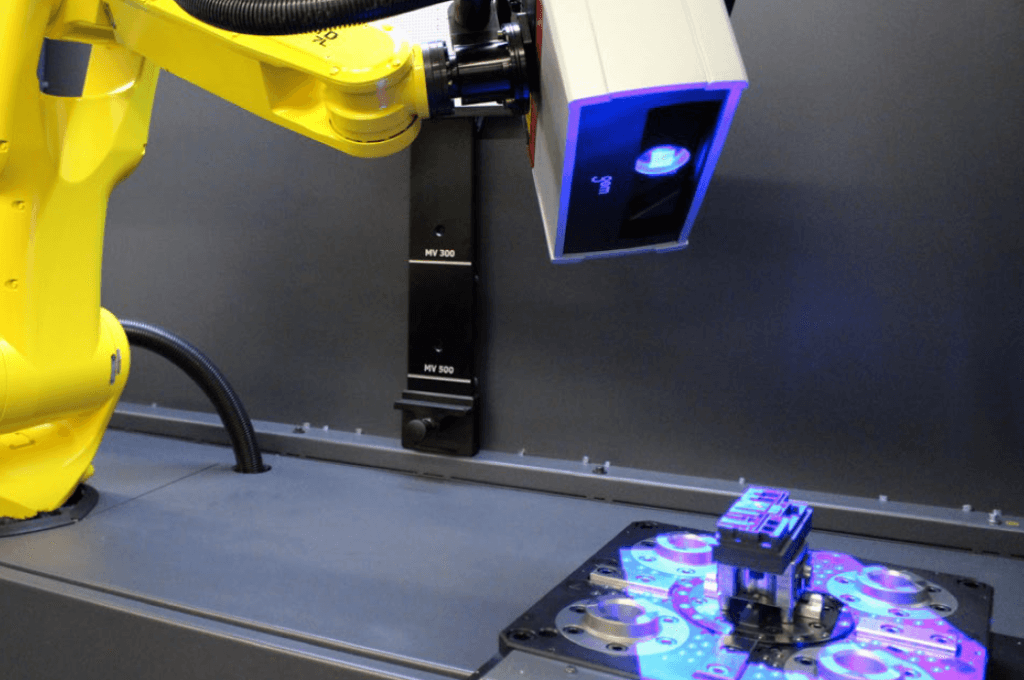
要实现这个目标,最大的挑战在于监控精密电极的走形,这一点并非易事,特别是对于带有深槽结构的电极来说。一些电极的宽度仅为1.2毫米,深度却能达到15毫米。Ralf Runte 表示:“干净利落地完成下段铣削是关键。我们的目标是花最小的代价,达到一百分的质量。换句话说,就是最大程度减少人工干预,提高自动化作业水平。明确这一点后,我们将EROWA ERC 80机器人与GOM的ATOS ScanBox自动化三维光学测量系统结合,形成了一套自动化三维扫描解决方案。”
自动化对于Weidmüller和Runte所在的连接领域来说并不是新鲜事。早在1994年,在EROWA公司支持下,垂直电蚀机就首次装配上了自动机器人。“我们那时候通过让ERC 80和接触式测量设备结合,获得了适用于测量电极和模具的自动化解决方案。”EROWA特约顾问Michael Horstmann回忆道。但那个测量设备是一项独立方案。铣削后,要由经验丰富的垂直电蚀专家在Q-Measure软件中给每一个电极编写一个质量监控程序,从而对每个需要被测量设备测试的点进行定义。这个程序来自于EROWA集团旗下的软件公司CERTA,它也是CERTA作业管理系统的一个模块,负责管理ERC80机器人。用户需要把电极放入测量设备中,启动测量程序,等待测量结果。“根据所需的测量点数量,5到100个的测量点会花费十分钟左右的测量的时间。”
这一过程耗时长,人力投入大。“我们想要增强操作的灵活性,缩短测量过程中用户操作的时间。”这就是EROWA公司建议用机器人搭载接触式测量设备的原因。彼时Ralf Runte已经对GOM的光学测量设备(见信息框)很熟悉,他们利用这些设备检查成品端子,用于质量保证。“我们反复对电极和成品工件进行扫描试验。我想,我们也可以用它来进行电蚀部件的自动化检查。”Runte之所以产生这个想法,是因为接触式测量有一个明显缺点,它无法彻底检测电极的深处区域,如果铣刀出现磨损或损坏,就无法完整铣削沟槽。
ATOS ScanBox是一款光学三维扫描测量设备,专为生产和制造过程中的质量控制而研发,共九种型号,可满足不同零件尺寸和不同应用所需。传统机械测量设备以点或线性的方式获取数据,而光学三维坐标测量系统可提供三维实际坐标和CAD数据的全域偏差。作为ATOS ScanBox三维扫描测量系统的核心,ATOS 三维3D扫描仪可在短短1-2秒内,捕获高达1600万个独立测量点,测量数据可精细再现零件细节,适用于精密部件测量。
虽然铣削过程中发生缺陷的概率很低,但是一旦出现缺陷,就只能等到成品加工完才能被发现。“这导致的最大问题就是无法按期交货”。整批工件要么完全从头来过,要么大量返工。这就是为什么我们说,要想生产100%无缺陷的模具,就必须更换系统。一个不是基于点,而是基于面的测量系统,最好能够直接将测量数据和CAD模型作对比。毕竟这是我们的初始模具,一切都基于初始模具而做。所以综合考虑下来,我们决定使用ATOS ScanBox三维扫描仪系统。”首先,我们检查三维坐标测量设备是否适用。测量功能表现无可挑剔。ATOS ScanBox无需预置处理就可直接测量黑色石墨电极。这一光学测量系统能够完整捕捉到电极的关键深槽区域
三维坐标测量系统就能保证测量自动化和数据完整性。“唯一不足的是,我们还无法自动装卸这套设备。”Runte说。在顺利通过测试之后,EROWA和GOM就收到了订单通知。来自EROWA公司的Michael Horstmann说:“这是我们和GOM共同开展的第一个合作试点项目——带有批处理系统的ATOS ScanBox自动化三维扫描测量系统。在它被正式安装到Weidmüller之前,来自两家团队的工程师将在GOM总部布伦瑞克对这一系统进行调试。对我们来说,最大的挑战不是设备本身,而是软件和接口的协调。不过,结果是令人信服的。ATOS ScanBox和EROWA系统最终实现了顺利联接,并受控于更高级别的CERTA软件。该设备目前已经在代特莫尔德顺利运行超过一年。
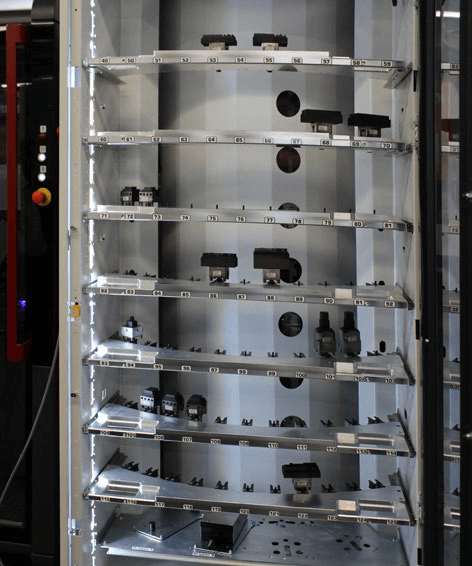
电极安装在装有芯片的底座上,CERTA软件利用这些芯片来控制和监测自动装置、托盘更换器和整个处理过程,并且更换零件到ATOS ScanBox自动化三维扫描测量仪。在实际测量过程中,操作人员可以在GOM Inspection Professional三维检测软件中灵活定义待测电极预设装置的摆放位置。“用户需要根据CERTA软件数据,在GOM三维扫描仪系统中定义他们想要测量的项目,并指定对应的电极。为此,他们需要选择多个区域并确定零点。这个过程虽然操作起来也用不了多长时间,但我们还是想要实现自动化操作。”Runte在向GOM技术销售代表Björn Berensen 讲述他的诉求时提到。他们的目标是通过交换带有PMI(产品制造信息)的CAD数据来转移零点。
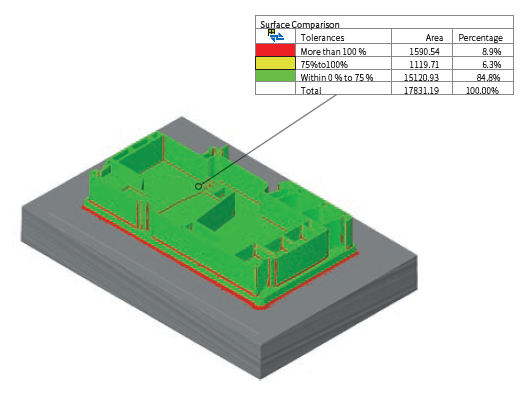
Björn Berensen说到:“这是我们与EROWA自动装置的第一个合作项目,虽然面临许多新的挑战,但我们确信不久的将来就可以突破这些困难。”在接下来的过程中,机器人会在托盘更换器上放上待测零件送入GOM系统。控制器里可以放下最多120个电极和4个带有电蚀工件的UPC托盘。Michael Horstmann说到:“如果储存空间不足,我们可以在另一边放置第二台ATOS ScanBox来轻松扩展容量。”机器人根据CERTA中保存的零件编号,从托盘中找出零件,将零件送ATOS ScanBox。随后安全门关闭,软件作业管理方案启动测量。很快,ATOS ScanBox将数字化处理对大型电极的表面,比较测量数据与CAD模型,生成PDF格式的曲面偏差报告。预设数据将通过CERTA作业管理系统,自动发送至后续的电蚀系统。
通过与CAD比较,对电极的质量进行分类。ATOS ScanBox将所有的边缘和曲面数字化并进行结合,然后比较捕获到的数据和CAD模型。依靠当前的火花间隙,通过色彩识别偏差,零件的公差等级一目了然。Ralf Runte解释道:“曲面比较会显示出零件在或不在公差范围内,偏差是否过大,如果偏差过大,操作员可自行决定是否弃用电极或重新加工。”
在系统的下一道工序中,ATOS ScanBox向作业管理软件报告已完成测量,作业管理软件激活机器人,取下电极并将其返回至托盘更换器。CERTA登记托盘的位置,记录所测电极,然后开始下一项工作。“系统的运行没有任何瑕疵”,组长满意地说到,”自从使用新系统以来,我们再没用过有缺陷的电极。”不过Ralf Runte认为,该流程还有很大的优化空间:“我们的下一个目标是,系统在工作时间以外,根据预定义参数,独立进行“合格”/ “不合格”分类,也就是说,在夜间进行分类。这样在上午,用户只需要查看评估结果,便可确定是否有缺陷零件。因为在白天,我需要用户来检查电蚀刻的工件。在将来,我们还想要系统能自动检查成品工件,这是我们一年内的目标。”
作为经验丰富联通领域专家,Weidmüller为全球客户和合作伙伴提供在电力,信号和数据相关工业产业的产品,解决方案和服务。Weidmüller在行业和市场中拥有领带地位,亦深知未来技术挑战。 因此,公司正在不断开发创新,可持续和有用的解决方案以满足个人需求。 Weidmüller为工业联通树立了标准。Weidmüller集团在80多个国家及地区拥有生产设施,销售公司和代理商。
GOM公司以最新研究成果和创新技术为基础,开发、生产和销售关于三维测量技术以及三维测试的软件、设备和系统。 GOM公司在全球有超过60个工作站点,拥有1000多位计量专业技术人员,提供专业的技术咨询和服务。截至目前,已有超过17000台系统设备投入使用,服务于汽车、航空、消费品等行业,为产品质量改善和制造工艺提升作出贡献。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *