

"使用光学测量技术,我们的工作速度更快,更精确并且可流程化。
使用Bruker Alicona测量系统我们还可以在CNC加工流程中进行全自动测量。"
使用Bruker Alicona测量系统我们还可以在CNC加工流程中进行全自动测量。"


Cobot工业协作机器人系统的操作设计,旨在实现多操作人员使用。MTU用户确认,通过测试程序编程,可很容易进行处理,测量和评估测量任务。

Cobots工业协作机器人系统由六轴协作机器人和高分辨率三维光学测量传感器组成,是目前流行的一种用于生产集成质量保证的测量设备。
即使是零件上最小的形状偏差的也可以实现可追溯的测量。可进行自动评估,并符合常见的国际行业标准,例如:美国机械工程师学会

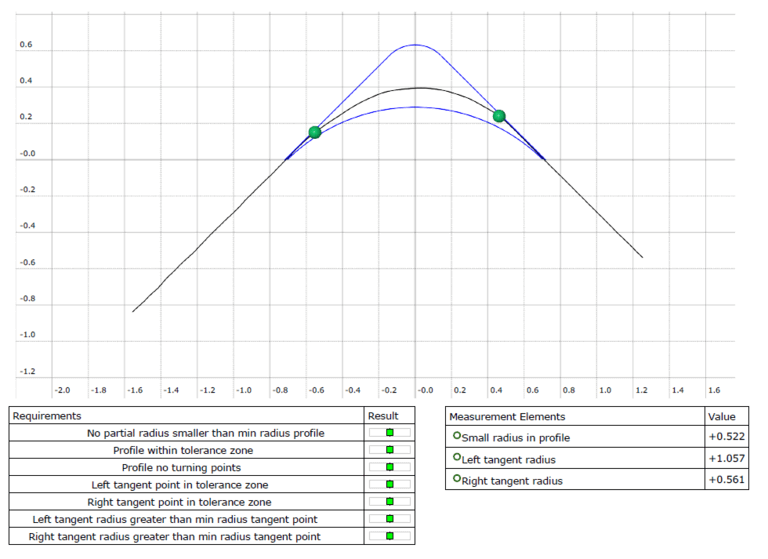
在航空領域,Cobots工業協作機器人尤其用於自動測量和評估渦輪盤和渦輪機殼體上的半徑,倒角和刃口破裂。