高精度·自动·批量·快速三维测量
气体/水辅助射出成型(GAIM/WAIM)有助提高产品质量,还可达到节省材料、成本及减轻产品重量目的而被广泛运用。在气体/水体射出阶段时,气体倾向流入肉厚较厚之区域(阻力较小)使产品中心形成中空。当成型制程完成之后,就会产生重量轻的中空产品。此制程依据流体注入的时间点,可分成短射法与满射法。
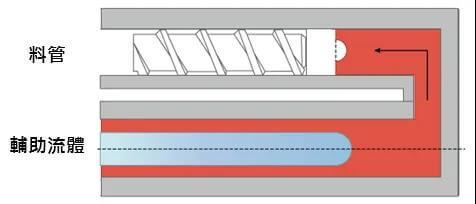
满射回冲(Push-back)制程为从另一侧注入气体/水体,将熔胶推至喷嘴处。利用回冲技术,就不需设置溢流区,且可以再利用回冲的塑料,如此即可显著减少塑料的浪费。回冲制程也有助于避免一般GAIM/WAIM会产生的流痕等成型瑕疵。
Moldex3D GAIM/WAIM功能支持回冲制程仿真,以设计熔胶与辅助流体的进口,使得掏空(Core-out)效果优化。Moldex3D能帮助使用者在早期设计时间评估潜在的成型瑕疵,同时避免辅助流体过度回冲到料管的风险。以下步骤将说明如何在GAIM/WAIM模拟中纳入回冲制程。
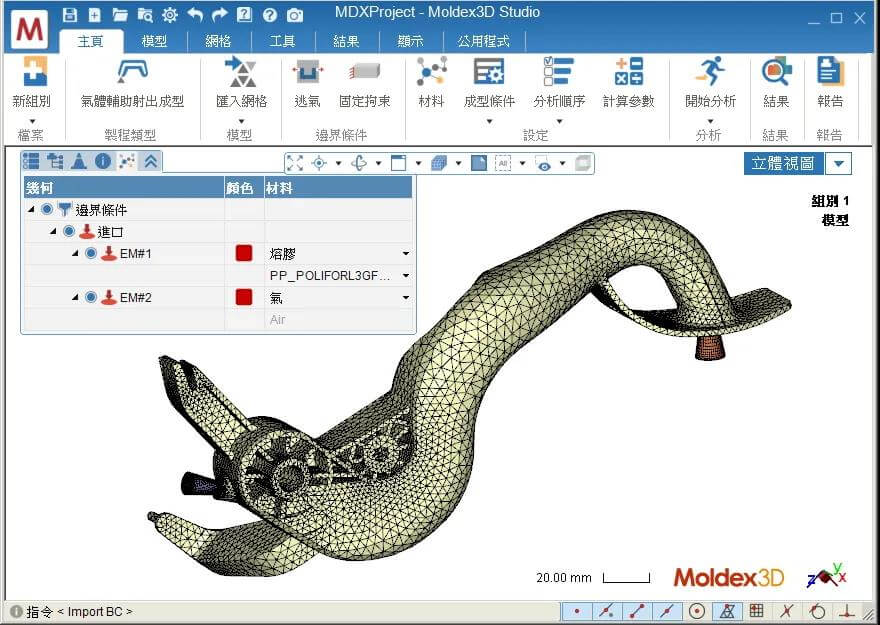
于Moldex3D Studio中建立一个GAIM项目(若辅助流体是水,则改为WAIM)并汇入适合回冲制程的模型(MFE),包含至少两个进口,分别为给气体与熔胶(通常是在不同侧)。选择熔胶与气体的进口及塑件材料,Moldex3D就会自动建立预设的加工条件与计算参数。
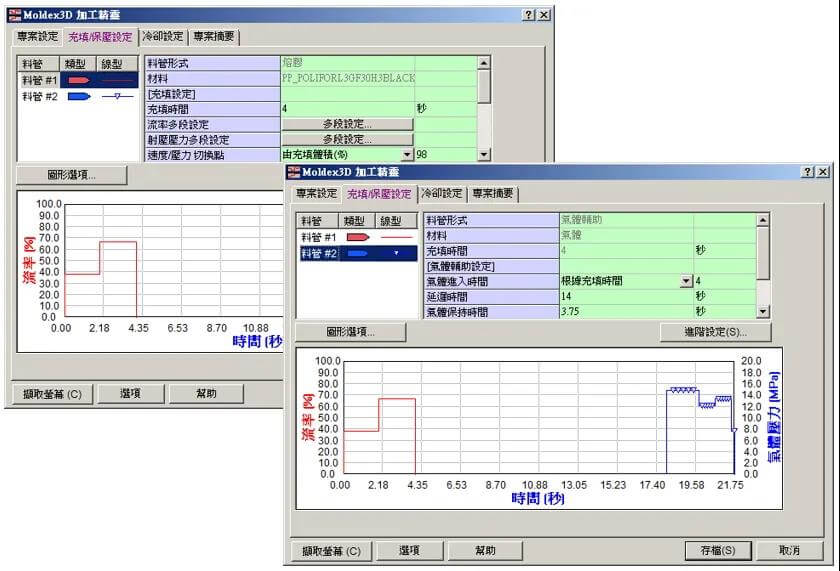
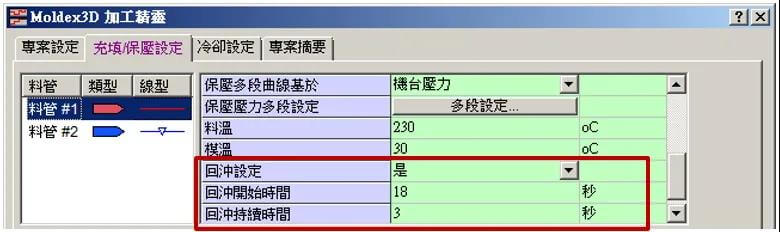
点击主页签上的加工条件(Process)来呼叫加工条件精灵。在充填/保压设定页签,指定适合的充填、保压和气体设定,以选择熔胶与气体要何时及如何通过进口到模穴中(类似一般IM仿真流程)。
注意:回冲制程是在满射法时利用的技术,因此须确认气体进入模穴时已经几乎已注满熔胶了。
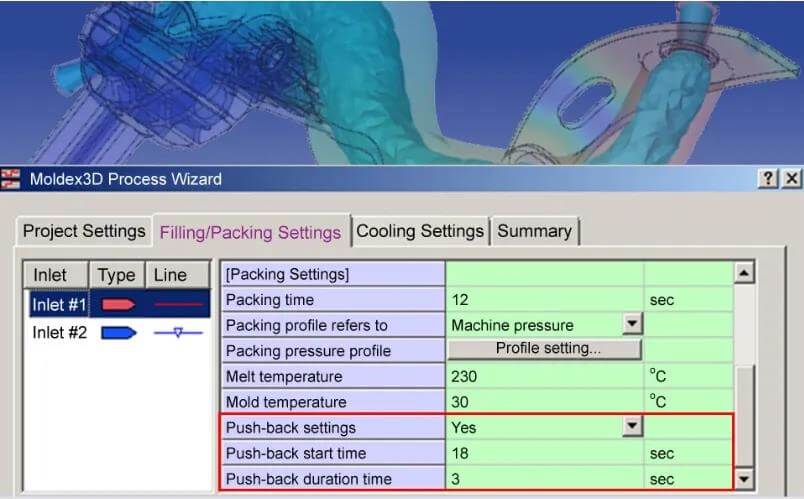
在熔胶进口的保压设定区块,将回冲设定(Push-back)栏改为是(Yes)来启用回冲制程模拟。然后指定好回冲开始时间(Push-back start time)与回冲持续时间(Push-back duration time)的数值,以确定喷嘴何时开启、以及要开启多长时间让塑料熔胶回流。
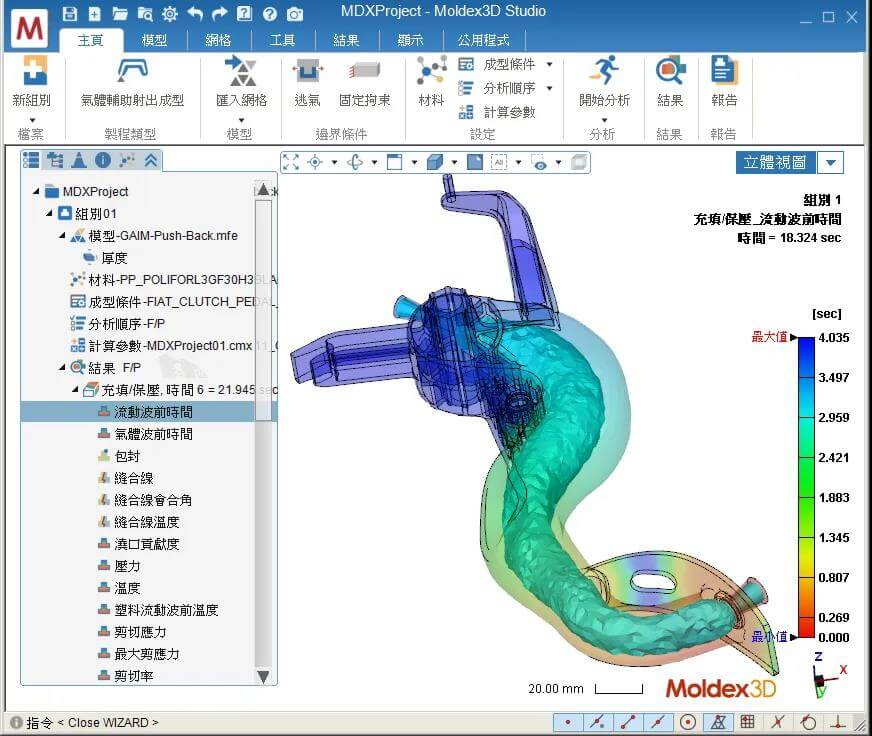
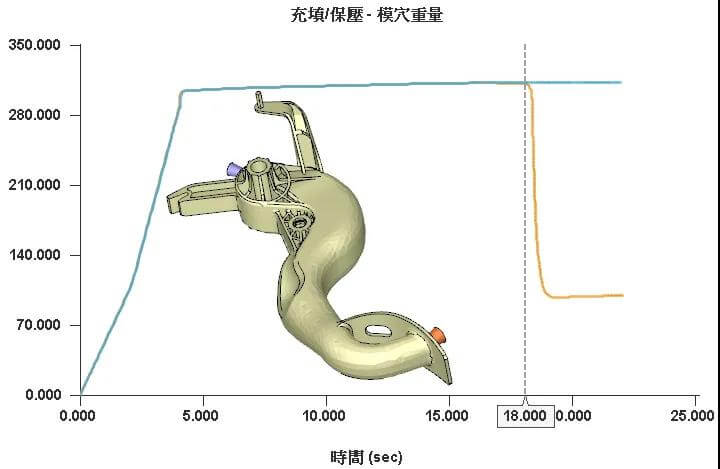
接着完成所有的分析设定,并选择充填&保压(Filling & Packing, F/P)作为分析序列,提交开始计算。计算结束后将结果下载到Moldex3D Studio,即可确认各结果项,评估掏空率等项目的设计成效。若与关闭回冲设定的案例(下图橘线)相较,则可发现回冲制程(18秒开始)决定了最后的掏空结果。
马路科技成立于1996年,从逆向工程与快速原型应用整合,今日为华人市场上最专业的3D列印与3D扫描专家于各种产业。
马路科技陆续引进了工业设计(ID)、工业辅助检测(CAV)、雷射加工机设备、公仔设计服务、工程服务等的关键知识与技术。
公司名称 *
姓名 *
信箱 *
连络电话 *