高精度·自动·批量·快速三维测量
于 CT 中的 3D 气孔缺陷检测应用
气孔缺陷即气体在金属液结壳之前未及时逸出,在铸件内生成的孔洞类缺陷。
气孔的内壁光滑,明亮或带有轻微的氧化色,在铸件中产生气孔后,会减小其有效的承载面积,且在气孔周围会引起应力集中而降低铸件的抗冲击性和抗疲劳性。 气孔还会降低铸件的致密性,使得某些要求承受水压试验的铸件变成报废品。 另外,气孔对铸件的耐腐蚀性和耐热性也会有不良的影响。
以球墨铸件来说:
球墨铸铁件的生产过程中,在热处理、抛丸清理后或机加工时,常会在皮下发现一些直径大约为0.5-3mm,形状为球形、椭圆状或针孔状内壁光滑的孔洞,即为气孔缺陷。
在金属铸造加工过程中或多或少会因为某些因素(参数跑掉、原料问题、人为疏失… 等)而有不良率的产生,判定不良条件有很多种,本文要讲是属于成品缺陷部分,外部缺陷较能轻易从外观检查挑拣出来,但内部缺陷则完全看不到,有些内部微小 裂缝(暗裂) 及 孔隙(气孔) ,即便后续用物理特性仪器分析也未必能看出异状。
气孔对铸件质量会有什么样的的影响?
破坏金属的连续性使金属有较少有效的诚载面积气孔附近易引起应力集中,机械性能下降,导致强度不够容易产生表面裂痕
◆ X-Ray 扫描检测
计算机断层扫描检测一般是用来检查其内部的结构,主要看是否存在气孔、疏松、沙眼、夹杂、裂纹等缺陷。这些缺陷在大型铸件上的显现体积也较大,所以对于 X-Ray 检测精度的要求并不高。
而工业检测的难点在于穿透力和解析度,因为工业件一般比较厚,需要更高剂量的 X-Ray ,这就意味着需要高电压、高电流的 X-Ray 发射器,才能获取高精度且更高效益的扫描资料。
目前使用 X-Ray 在铝压铸或是重铸的扫描检测,是透过 2D 影像照片来判断缺陷位置、缺陷形状与大小…等,虽然依循 ASTM E2422 与 ASTM E2473 的规范标准影像作为判断参考,但大多都基于人为经验来判断,容易有误判及标准不一的状况。另外,2D 影像照片无法对缺陷作的误差进行量化且重要尺寸也无法检测出来,例如缺陷距离表面的距离或是特定区域的缺陷比例。
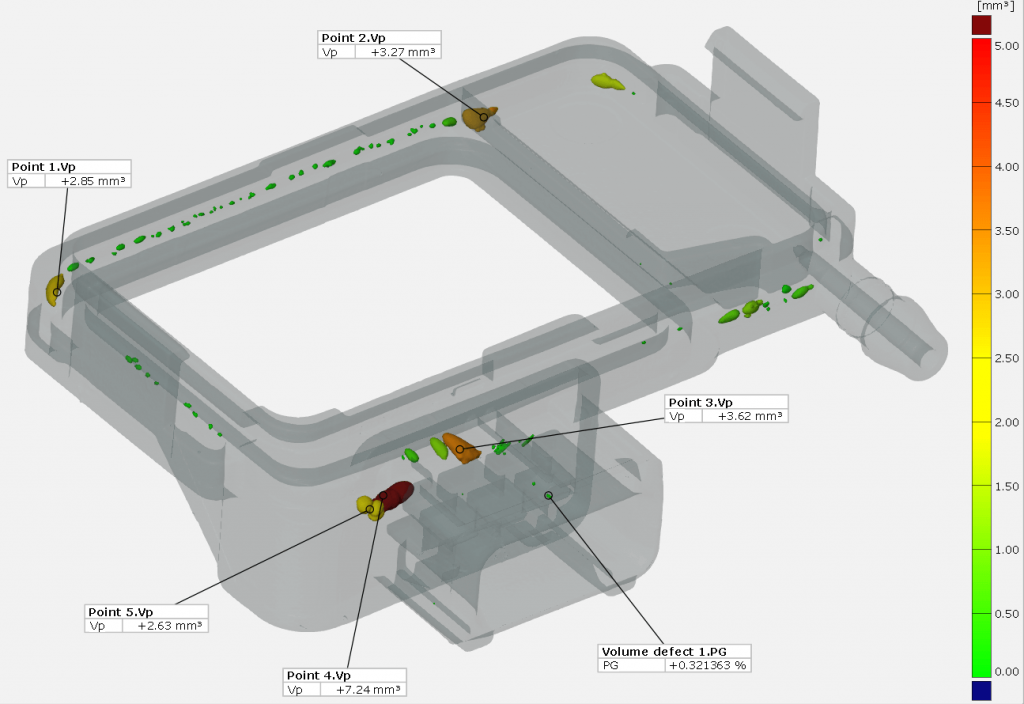
◆ 工业用断层扫描系统
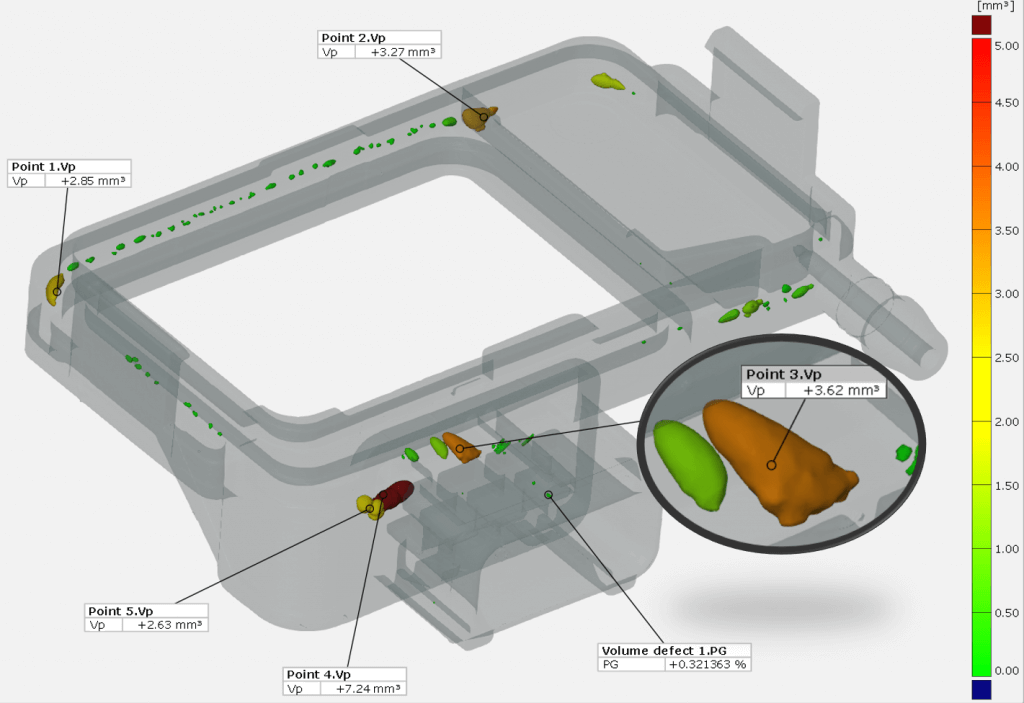
透过工业用电脑断层扫描来做铸件气孔缺陷检测, 可以有效的对缺陷进行量化
透过 CT 检测:最终得到的数据为 3D 数据,进而对所有缺陷做尺寸检测
象是:气孔表面积计算、气孔体积、气孔与表面距离… 等关键气孔缺陷分析
优势:数据可视化及量化。 无人为影响,缺陷检测工具完整
检测报告:可以提供 2D PDF 报告、3D 切层影片与最重要的 3D 检测报告
透过免费 GOM Inspect suit 2020 即可开启 3D 格式的 CT 量测档案,可以在任何电脑确认缺陷问题,立刻对产品进行修正。
3D量测部门
公司名称 *
姓名 *
信箱 *
连络电话 *